




News
Pollmann Launches New Tech-Day Format
More
Home Popular

Innovation Popular

Compliance Popular

Realization Popular

Trainee Program Popular

Prototypes Popular

Advanced Product Quality Engineer Full-time

Pollmann Launches New Tech-Day Format 15. December 2025

Pollmann & MAXXOM at IAA MOBILITY 2025 27. August 2025

Pollmann presents initial review of the Vitis relocation 21. August 2025

Matthias Haider Takes Over as CFO at Pollmann International 24. July 2025

Pollmann is once again a “Leading Employer” 28. April 2025

Pollmann optimizes European production footprint 03. April 2025
Pollmann does not simply keep up with new plastics processing technologies, we consistently take on a pioneering role. We were pioneers in 2008 when we were one of the first companies to introduce the process of physical foaming (MuCell®) for the production of door lock components, later even with integrated conductor tracks and sealing requirements. And we are also pioneers now, in the chemical foaming of such technical components.
In these special injection molding processes, the thermoplastic material is foamed in the cavity to increase the volume. In physical foaming, this process is started by introducing gas into the melt. This requires special equipment, a complex conversion of the systems and specially trained personnel.
Chemical foaming, however, is less complicated and cheaper to implement, as the blowing agent is simply added to the base material – in our case polypropylene – as granules. The subsequent plasticizing process melts it and triggers a chemical reaction, causing it to expand, i.e. achieving the same effect as with physical foaming in a simpler way.

Micrograph of a foamed component
Chemical foaming conquers complex applications
The chemical foaming process itself is not new, but our application of the process is innovative. After all, in the automotive sector, this technology is strongly associated in most people's minds with coarse, mainly thick-walled elements such as parcel shelves. Not with technical components such as door lock components. However: "In recent years, the blowing agents have been continuously developed, which has greatly increased the process stability," explains Andreas Greulberger, Head of Innovation & Design at Pollmann International. We at Pollmann recognized the potential of this development early on.
"Our many series of tests over several years have shown impressively that we can also achieve all the advantages of physical foaming with chemical foaming. In addition, the weight fluctuations are lower and we achieve a more attractive surface," explains Roman Schmidt, Head of Sampling Technology at Pollmann Austria.

Chemically foamed components (left) have a more aesthetically pleasing surface compared to physically foamed parts (right).
Chemical foaming replaces physical foaming
The following facts about physical foaming make chemical foaming the preferred and more promising method for Pollmann: Physical foaming is associated with large investments, systems converted for this purpose can no longer be used for compact injection molding, maintenance susceptibility is high, and the supply of spare parts is not secure. We have therefore decided to only use chemical foaming for new projects. In some cases, existing projects are also being converted. "Physical foaming had its justification, we were very successful with it. But we can see that chemical foaming offers us greater safety, so it was time to take this step," says Roman Schmidt.
More economical, more efficient, more sustainable
But what are the actual advantages of foam injection molding compared to compact injection molding? Economy, efficiency and sustainability are the most important keywords. The up to 30% lower clamping force required means that production can be carried out on considerably smaller machines. Melting and mold temperatures are lower and the elimination of the holding pressure phase results in cycle times that are up to 15% shorter. As part of the plastic is replaced by gas, material consumption is also reduced by up to 10%.
These advantages reduce the amount of space, electricity and plastic required, which saves resources and cuts costs. "I always say that if money does not matter, you can also use compact injection molding for such door lock components," smiles Andreas Greulberger, who knows that many customers need to be convinced first. Chemical foaming in particular is still met with skepticism, as the technological progress is too unknown to many.
However, it is not only the manufacturing process that benefits from foaming, but also the components themselves: Foamed parts are lighter in weight and also more dimensionally stable. Foaming ensures a homogeneous internal pressure in the cavity, which significantly reduces distortion. In addition, the weight-related rigidity can be increased with certain levels of foaming, sink marks are eliminated and the adhesion of casting compounds is improved. The fact that there are losses in mechanical strength can be easily compensated for by the component geometry.

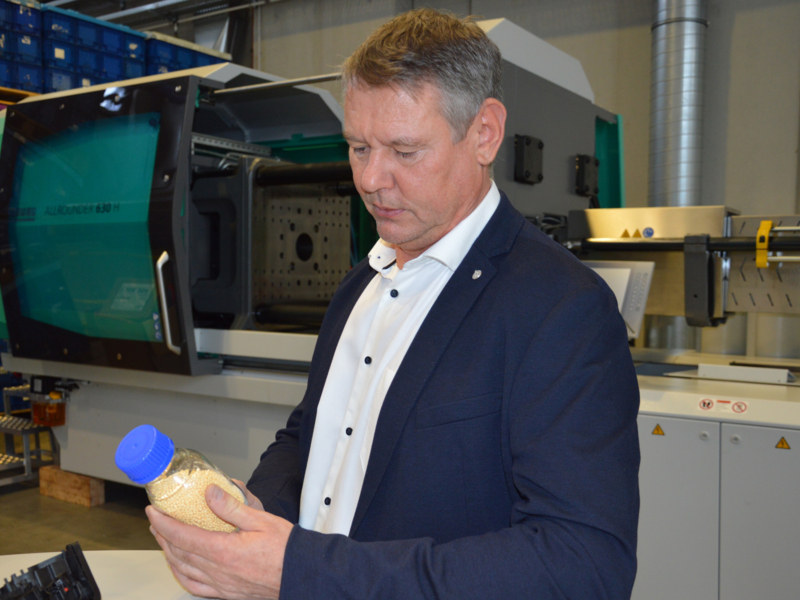

Photo 1: Roman Schmidt and Andreas Greulberger inspect a chemically foamed door lock housing.
Photo 2: In chemical foaming, blowing agent is added to the plastic in the form of granules.
Photo 3: Chemically foamed door lock application
Share this article
We'll be glad to answer your questions:

We'll be glad to answer your questions:

Ms.
Jasmin Schön
Marketing & Communication
Pollmann International GmbH
Raabser Straße 1
3822 Karlstein / Thaya
Austria










Sign up for our Newsletter
Contact us
Pollmann International GmbH
Raabser Straße 1
A-3822 Karlstein
Phone: +43 2844 223-0
Navigation
Did you know?
Pollmann parts are installed in 93% of all major car brands worldwide.
